
Page 111 - Catalog spare parts BPW LUFT
P. 111
AUTO PARTS
Page 111 - Catalog spare parts BPW LUFT
Auto Parts / Page 110 BPW-EL-Luft 31051601e
7 BPW Hanger brackets
7.2 Spare parts for hanger brackets, integrated supports, frames
7.2.1 Changing the weld-in bushes (spring bolt assembly) in BPW hanger brackets
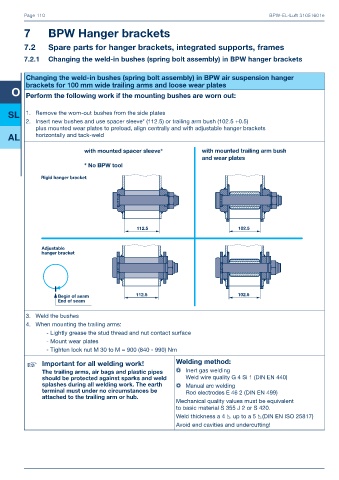
Changing the weld-in bushes (spring bolt assembly) in BPW air suspension hanger
brackets for 100 mm wide trailing arms and loose wear plates
O Perform the following work if the mounting bushes are worn out:
SL 1. Remove the worn-out bushes from the side plates
2. Insert new bushes and use spacer sleeve* (112.5) or trailing arm bush (102.5 +0.5)
plus mounted wear plates to preload, align centrally and with adjustable hanger brackets
AL horizontally and tack-weld
! "
# $
"
3. Weld the bushes
4. When mounting the trailing arms:
- Lightly grease the stud thread and nut contact surface
- Mount wear plates
- Tighten lock nut M 30 to M = 900 (840 - 990) Nm
Important for all welding work! Welding method:
The trailing arms, air bags and plastic pipes Inert gas welding
should be protected against sparks and weld Weld wire quality G 4 Si 1 (DIN EN 440)
splashes during all welding work. The earth Manual arc welding
terminal must under no circumstances be Rod electrodes E 46 2 (DIN EN 499)
attached to the trailing arm or hub.
Mechanical quality values must be equivalent
to basic material S 355 J 2 or S 420.
Weld thickness a 4 up to a 5 (DIN EN ISO 25817)
Avoid end cavities and undercutting!
