
Page 18 - Catalog spare parts BPW suspension
P. 18
AUTO PARTS
Page 18 - Catalog spare parts BPW suspension
Auto Parts / BPW-EL-VB 31141601e Page 17
Axle clampings 2
General 2.1
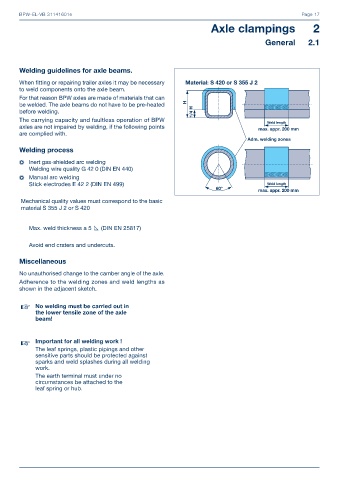
Welding guidelines for axle beams.
When fi tting or repairing trailer axles it may be necessary 0DWHULDO 6 RU 6 -
to weld components onto the axle beam.
For that reason BPW axles are made of materials that can
+
be welded. The axle beams do not have to be pre-heated
before welding. +
The carrying capacity and faultless operation of BPW
:HOG OHQJWK
axles are not impaired by welding, if the following points PD[ DSSU PP
are complied with.
$GP ZHOGLQJ ]RQHV
Welding process
Inert gas-shielded arc welding
Welding wire quality G 42 0 (DIN EN 440)
Manual arc welding
Stick electrodes E 42 2 (DIN EN 499) :HOG OHQJWK
Ɠ
PD[ DSSU PP
Mechanical quality values must correspond to the basic
material S 355 J 2 or S 420
Max. weld thickness a 5 (DIN EN 25817)
Avoid end craters and undercuts.
Miscellaneous
No unauthorised change to the camber angle of the axle.
Adherence to the welding zones and weld lengths as
shown in the adjacent sketch.
No welding must be carried out in
the lower tensile zone of the axle
beam!
Important for all welding work !
The leaf springs, plastic pipings and other
sensitive parts should be protected against
sparks and weld splashes during all welding
work.
The earth terminal must under no
circumstances be attached to the
leaf spring or hub.
